揚中市榮宇電器有限公司
13861366999
0511-88406756
0511-88406756


母線槽連接器穿墻處的連接器設置原則是:連接器不得設置在墻體內,因為如果處于墻體內,一是無法日后的檢修,二是潮氣較大會引起連接器處的導體氧化過快、絕緣件老化快,甚至出現短路事故。母線的連接器的功能僅僅是將一節一節的母線槽(包括直線段和彎頭等)連接成為一個整體,只是一個接頭而已。因為一條母線
了解詳情
母線槽配件的結構形式,電纜橋架成形組合折彎模由組合上模、下模與下模換位機構以及液壓系統三個部分組成,組合上模主要包括主壓模1,副壓模4,復位彈簧10及預壓小油缸2等幾部分。副壓模安裝在主壓模導槽內,由復位彈簧及預壓小油缸作用實現上下滑動,上模在折彎機上的安裝形式與普通折彎模具的安裝形式是
了解詳情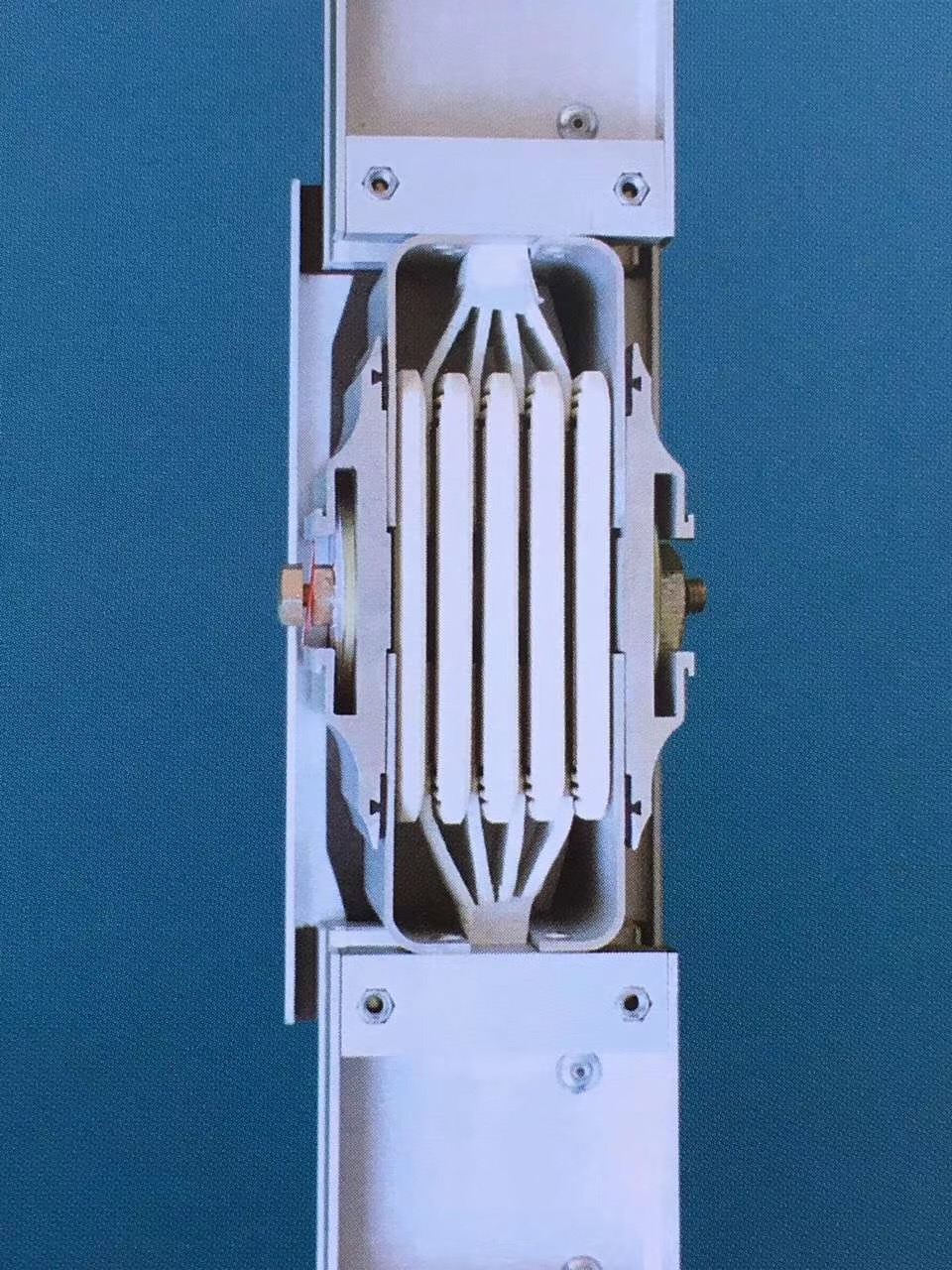
母線母線指用高導電率的銅(銅排)、鋁質材料制成的,用以傳輸電能,具有匯集和分配電力能力的產品,電站或變電站輸送電能用的總導線。通過它把發電機、變壓器或整流器輸出的電能輸送給各個用戶或其他變電所。 性能方面母
了解詳情
母線槽連接器是一個廣泛的工業產品配件名詞,分為液壓管道快速連接器和挖掘機快速連接器。這里是指挖掘機快速連接器,快速連接器能在挖掘機上迅速安裝各種配置件能擴大挖掘機使用范圍,能明顯的節約時間,提高工效。使用連接器的時候,要正確的使用和保存,才會避免出現不必要的麻煩。下面小編給大家分享關于
了解詳情
母線在選用時,不僅有關母線進行選用,而且還要留意母線的相關的部件的選用,在選用時,要留意它的的選用是否知足整體的使用的規范。那么母線槽配件有哪些需要留意的呢?個,母線的接地線配件,母線槽配件的作用是保護母線的外殼電流的連續性,它使用時后會使用在與母線的外殼螺絲長進行接地的來使用的,在使用中使得母線更
了解詳情
鋁合金壓鑄件生產時的注意事項: 1、壁厚,厚度的差距過大會給添補帶來影響; 2、脫模,這比注塑脫模難多了,是以拔模斜度的設置和脫模力要分外留意,平日拔模斜度為1~3度,斟酌到脫模的順利性,外拔模要比內拔模的斜度要小些,外拔模也就1度,而內拔模要2~3度; 3、模具,假如有多個方位的抽心位,即便放兩端
了解詳情
1、鋁合金在高溫下有很強的腐蝕性,電導率和熱導也很高,是合金中比較輕的; 2、鋁在高溫下脆性也很小,可普遍用于制冷設備; 3、鋁合金重量輕,密度低,價格優惠,并且外形耐久; 4、鋁合金壓鑄件的尺寸精度高、穩固性好。 5、此外,鋁合金壓鑄件能夠制作為鋁合金壓鑄轎車配件、鋁合金壓鑄轎車發動機管件、鋁合金
了解詳情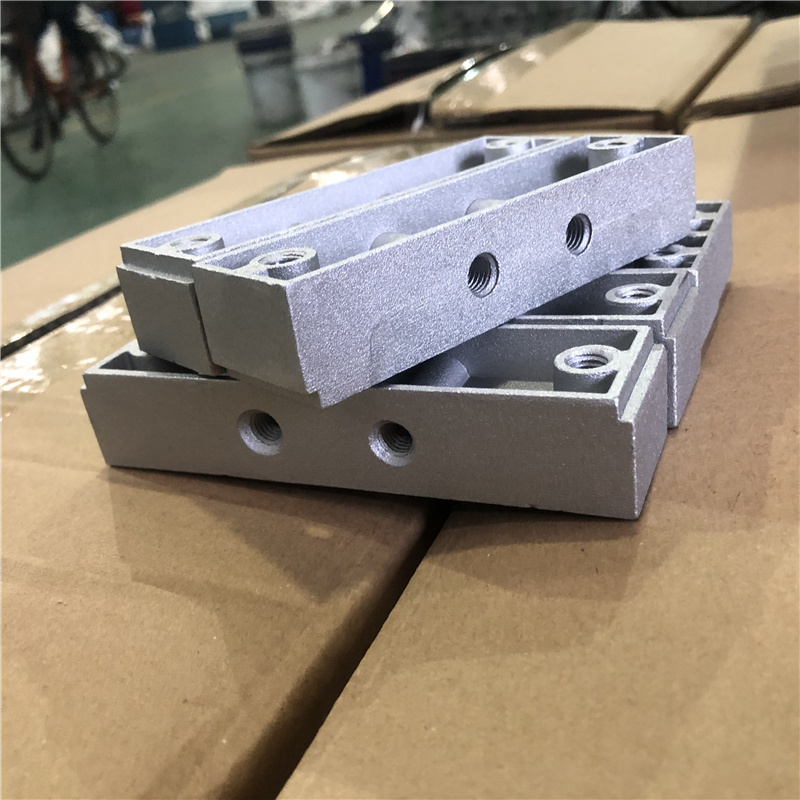
1、橋架母線配件直線段每隔50m應予留伸縮縫20-30mm(金屬橋架)。 2、非直線段的支、吊架配置就遵循以下原則。當橋架寬度<300mm時,應在距非直線段與直線結合處300-600mm的直線段側設置一個支、吊架。 3、橋架多層設置時層間中心距為200,250,300,35
了解詳情
定向薄膜F4和F6差別在哪里呢?鐵氟龍薄膜分兩種一種稱為F4薄膜,此外一種又稱為F46薄膜。那么這二種薄膜究竟有哪些區別呢,今日我們來共同了解一下。 首先先說下F4薄膜吧。F4薄膜又稱為聚四氟乙烯薄膜,是由聚四氟乙烯環氧樹脂經壓模,煅燒,制冷成毛坯,再經銑削,注塑做成。銑削成
了解詳情
聚酯套管自動化卷管機由超聲發生器、換能器和機電控制系統三部分組成。聚酯套管焊接機引進了先進的電路原理,使發生器對換能器的頻率跟蹤達到理想狀態;超聲波功率根據壓力大小能自動調節,保證了機器的可靠性和封口質量的穩定。聚酯套管自動化卷管機的工作原理是利用電機把切斷的絕緣片卷成管狀,在一定壓力下利用超聲波高
了解詳情
 微信掃一掃
微信掃一掃  掃描進入移動官網
掃描進入移動官網